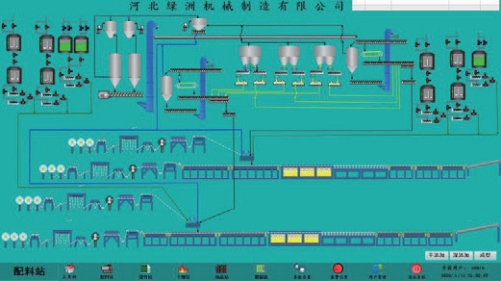
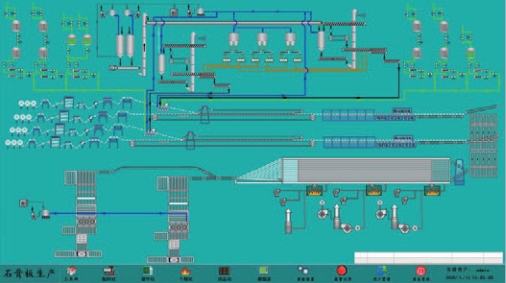
目(mu)前國(guo)內無(wu)紙(zhi)面石膏(gao)板(ban)生產(chan)線的(de)自動(dong)化程(cheng)度還未實現(xian)(xian)(xian),現(xian)(xian)(xian)處于手動(dong)和半自動(dong)水(shui)平,受(shou)自動(dong)化水(shui)平的(de)限制(zhi)(zhi)(zhi)(zhi),國(guo)內的(de)無(wu)紙(zhi)面石膏(gao)板(ban)的(de)質量(liang)(liang)和產(chan)量(liang)(liang)均不能滿足市場(chang)的(de)需求;為(wei)了解決以(yi)上(shang)存(cun)在的(de)問題(ti),本(ben)設(she)(she)備提供了一套(tao)自動(dong)控(kong)(kong)(kong)(kong)制(zhi)(zhi)(zhi)(zhi)系統;其所(suo)采(cai)用的(de)方(fang)案是(shi):該(gai)自控(kong)(kong)(kong)(kong)系統包括中(zhong)(zhong)央控(kong)(kong)(kong)(kong)制(zhi)(zhi)(zhi)(zhi)室、溫度控(kong)(kong)(kong)(kong)制(zhi)(zhi)(zhi)(zhi)站(zhan)(zhan)(zhan)(zhan)(zhan)、配(pei)料工作(zuo)(zuo)站(zhan)(zhan)(zhan)(zhan)(zhan)、成(cheng)型工作(zuo)(zuo)站(zhan)(zhan)(zhan)(zhan)(zhan)、切斷工作(zuo)(zuo)站(zhan)(zhan)(zhan)(zhan)(zhan)、橫向輸送工作(zuo)(zuo)站(zhan)(zhan)(zhan)(zhan)(zhan)、烘干工作(zuo)(zuo)站(zhan)(zhan)(zhan)(zhan)(zhan)、各個工作(zuo)(zuo)站(zhan)(zhan)(zhan)(zhan)(zhan)之間通過(guo) MELSCNET/H 網絡系統環網連接,構(gou)成(cheng)控(kong)(kong)(kong)(kong)制(zhi)(zhi)(zhi)(zhi)網絡層;各工作(zuo)(zuo)站(zhan)(zhan)(zhan)(zhan)(zhan)通過(guo) CC-LINK 網與智(zhi)能控(kong)(kong)(kong)(kong)制(zhi)(zhi)(zhi)(zhi)設(she)(she)備、變頻(pin)器(qi)(qi)連接,構(gou)成(cheng)現(xian)(xian)(xian)場(chang)網絡層;生產(chan)控(kong)(kong)(kong)(kong)制(zhi)(zhi)(zhi)(zhi)采(cai)用分(fen)布式 PLC 控(kong)(kong)(kong)(kong)制(zhi)(zhi)(zhi)(zhi)系統, CPU 模塊(kuai)選用西(xi)門子 S7-300,現(xian)(xian)(xian)場(chang)I/O 模塊(kuai)采(cai)用西(xi)門子 ET-200S,人機界面 HMI 為(wei)西(xi)門子 WinCC。各控(kong)(kong)(kong)(kong)制(zhi)(zhi)(zhi)(zhi)站(zhan)(zhan)(zhan)(zhan)(zhan)和上(shang)位控(kong)(kong)(kong)(kong)制(zhi)(zhi)(zhi)(zhi)中(zhong)(zhong)心 SCADA 通過(guo)冗(rong)余工業以(yi)太網相連,從(cong)而實現(xian)(xian)(xian)生產(chan)過(guo)程(cheng)的(de)集中(zhong)(zhong)控(kong)(kong)(kong)(kong)制(zhi)(zhi)(zhi)(zhi)和實時數據統一管理。設(she)(she)備級(ji)(變頻(pin)器(qi)(qi)、分(fen)布式 I/O 等)采(cai)用現(xian)(xian)(xian)場(chang)總(zong)線通訊。電氣控(kong)(kong)(kong)(kong)制(zhi)(zhi)(zhi)(zhi)設(she)(she)備主要包括 MCC 控(kong)(kong)(kong)(kong)制(zhi)(zhi)(zhi)(zhi)柜、PLC 控(kong)(kong)(kong)(kong)制(zhi)(zhi)(zhi)(zhi)柜、SCADA 操作(zuo)(zuo)員站(zhan)(zhan)(zhan)(zhan)(zhan)、現(xian)(xian)(xian)場(chang)各類檢測元件。